МЕЖДУНАРОДНАЯ КОНФЕРЕНЦИЯ ИНСТРУМЕНТАЛЬЩИКОВ
МЕЖДУНАРОДНАЯ КОНФЕРЕНЦИЯ ИНСТРУМЕНТАЛЬЩИКОВ
В ноябре 1963 г. меня попросил зайти к себе директор Дома научно-технической пропаганды Леонид Петрович Кузьмин. Когда я пришел, у него уже сидел Вениамин Матвеевич Ремизов — известный новатор, активный член секции токарей.
Вот что, други мои, — начал Леонид Петрович, — в конце месяца в Чехословакии будет международная конференция инструментальщиков. Недавно у меня был директор чехословацкого Дома техники М. Шушка, и я ему показал инструменты наших новаторов. Его выбор пал на ваши инструменты. Посоветовавшись в горкоме партии и в совнархозе, мы решили, что надо ехать вам обоим.
— Послушай, Леонид Петрович, — сказал я, — конечно, очень лестно, что выбрали нас, но не совсем понятно, почему именно нас? Ведь есть ученые, можно сказать, академики по инструменту, а тут вдруг поедут простые рабочие?
Нужно, чтобы вы показали ваши новые инструменты, выполненные на уровне изобретений. Их выбрал М. Шушка, а он кое-что понимает в инструменте. Так что вы не смущайтесь, уверен, что не ударите лицом в грязь, — сказал Кузьмин и отправил нас к секретарю для получения инструкций по оформлению поездки.
В конце ноября мы вылетели в Прагу. Внешне начало поездки мало чем отличалось от обычных наших командировок по Советскому Союзу: те же тяжеленные чемоданы с «железками», те же напутствия родных и друзей.
Самолет Ту-104Б пролетел до Праги два часа десять минут. Разница во времени по поясам — два часа, поэтому мы, вылетев в девять часов утра, и прилетели тоже в девять часов утра.
Встретившая нас ученый секретарь НТО ЧССР Анна Борска сразу повезла обедать. Мы запротестовали:
— Какой же обед в девять часов утра?
— По-вашему — уже двенадцатый час, и вы, конечно, проголодались! — на чистейшем русском языке ответила Анна Борска.
Внимательная и любезная, ученый секретарь НТО Анна Борска смущала нас одним: в Чехословакии нет отчества, а называть такую даму просто «Анна» язык не поворачивался. По пути мы высказали ей свои сомнения и в конце концов договорились называть ее «товарищ Борска».
Итак, наша жизнь за границей началась знакомством с национальным кушаньем «кнедлики» и пильзенским пивом. И то и другое было отменного качества. (Как мы потом убедились, готовят там одинаково хорошо как в первоклассном ресторане, так и в заводской столовой. Разницы нет никакой.)
Весь день Анна Борска возила нас по Праге, показывала знаменитый Карлов мост, дворец президента, часы с двенадцатью апостолами на городской ратуше, старинные костелы, в которых шла служба, и множество других достопримечательностей. Мне, как рыболову, очень понравилась река Влтава, протекающая через город. Удивительно прозрачная вода, сквозь которую на 4 метра видно рыбу, поразила меня.
Анна Борска рассказывала, что в Праге и ее окрестностях много химических заводов, которые большей частью находятся на берегу Влтавы. И вдруг такая чистая вода! Было чему удивляться. Но еще больше мы были удивлены, когда увидели прямо в центре города, у Карлова моста, рыболова со спиннингом, который на искусственную мушку ловил… форель. Форель рядом с химическим заводом!
— Умеют же люди охранять воду! — с уважением произнес Ремизов. Он хотя и не рыболов, но тоже понимал, в какой воде может жить форель.
Вечером Анна Борска отвезла нас на вокзал, и мы отправились в город Жилин, где на другой день открывалась международная конференция инструментальщиков. В Чехословакии спальных вагонов нет, они там просто не нужны: поезда ходят очень быстро, а страна небольшая, за семь часов ее можно проехать вдоль, а за пять — поперек. То ли из-за узкой колеи, то ли из-за большой скорости, не знаю, но вагон болтало так, что задремать не было никакой возможности.
Часам к двенадцати ночи, разбитые и полусонные, мы очутились в Нижних Татрах, в городе Жилине. На вокзале нас встретили заместитель директора Дома техники Чехословакии Милан Жиак и переводчица.
Эта предупредительность и внимание несколько смущали нас. Когда мы остались одни, я сказал об этом Вениамину Матвеевичу.
— Мы на этой конференции — представители инструментальщиков Советского Союза, — внушительно произнес Ремизов, — а не простые рабочие!
Потом помолчав, он добавил:
— Я подозреваю, что здесь не догадываются, что мы — рабочие. И принимают нас, по меньшей мере, за главных инженеров.
Дальнейшие события показали, что Вениамин Матвеевич был недалек от истины.
Отдохнуть удалось всего часов пять, так как переводчица обещала зайти за нами в восемь часов, а конференция открывалась ровно в девять.
Вообще в Чехословакии принято вставать очень рано. Впоследствии, побывав на многих заводах в разных городах, мы узнали, что на большинстве предприятий начинают работать в шесть часов утра и работают по восемь часов без обеда. Но это не значит, что рабочие там целый день голодные. Начиная с восьми часов и до двенадцати по цехам ездят передвижные буфеты. Они проезжают мимо станков, и продавщицы предлагают работающим горячие сосиски, бутерброды и разную другую снедь, а также пильзенское пиво в бутылках. На каждой тумбочке отведено чистое место, куда можно поставить тарелку с едой и бутылку пива. Проезжая обратно, буфетчица забирает тарелки и бутылки.
Мы спросили через переводчицу: не мешает ли пиво производству и не пьют ли рабочие чего-нибудь покрепче? Нам сказали, что это строжайше запрещено и нарушителю запрета грозит немедленное увольнение.
Проработав таким образом с одним-двумя перекусами до двух часов дня, все переодеваются и идут в столовую. (Заводские столовые, как правило, находятся на территории завода.) Пообедав вместе со всеми на нескольких заводах, мы убедились, что обед на заводе стоит в 5 раз дешевле, чем в соседнем ресторанчике или кафе, хотя разницы в качестве блюд, сервировке стола и обслуживания никакой не было.
Мы спросили переводчицу: «Почему здесь обед стоит 3 кроны, а за воротами завода точно такой же обед — 15 крон?» Она ответила коротко: «Разницу в цене доплачивает профсоюз». Стало ясно, почему рабочие разъезжались по домам, предварительно пообедав в столовой.
Владимир Ильич Ленин не раз писал, что нам следует учиться у капиталистического Запада тому, что хорошо и с пользой может быть применено у нас. Это указание вполне жизненно и сейчас. Многому можно поучиться у трудящихся социалистических стран, в частности чехословацких рабочих, но многое и им не вредно перенять у нас.
Мы вышли из гостиницы в девять часов. На улице было тихо и непривычно безлюдно. Оказывается, многолюдно здесь бывает только в пять-шесть часов утра, когда десятки тысяч человек спешат на работу. И так во всех городах, даже в Праге.
Дворец профсоюзов. В большом просторном зале собралось человек двести. Говорили на всех языках, кроме русского, и вначале мы несколько растерялись. Спасибо переводчице, она познакомила нас со специалистами из ГДР, английскими и чешскими инструментальщиками, и мы очень скоро почувствовали себя в родной стихии: специалисты одной профессии всегда поймут друг друга даже без знания языка. А у нас была очень квалифицированная переводчица. Кроме родного чешского, она отлично владела русским, немецким и английским языками. К тому же она была аспиранткой машиностроительного института и готовилась защищать диссертацию на звание кандидата наук по разделу инструмента. При всем этом она оказалась очень простой и веселой женщиной, которая не прочь в свободную минуту пошутить, посмеяться, потанцевать.
В зале заседаний была устроена выставка новых инструментов, представленных делегациями разных стран Европы. Милан Жиак попросил и нас выложить на отдельный стенд наши режущие и мерительные инструменты.
Наш стенд быстро обступили специалисты из ЧССР и ГДР и начали о чем-то спорить. Милан Жиак был одним из организаторов конференции, он подошел к спорящим и сказал, что завтра о наших инструментах будут сделаны два доклада, которые переведут на четыре языка. Спорщики успокоились, но мы видели, что русские экспонаты заинтересовали их, — наш стол еще долго был в окружении иностранных специалистов.
В глубине души мы побаивались, как бы наши скромные творческие разработки не оказались здесь пройденным этапом, но, увидев, какое внимание к ним проявляют, мы успокоились. В свою очередь, мы тоже не теряли времени и внимательно осматривали чужие экспонаты.
По правде говоря, мы ожидали большего. Может быть, конечно, зарубежные фирмы скрывали свои достижения, тем более что новинки в области инструмента вообще появляются очень редко. Мы рассматривали выставку да и всю конференцию с одной позиции: что здесь можно позаимствовать такого, чего у нас еще нет и что может принести пользу нашим станочникам и инструментальщикам.
Вот выдержки из нашего отчета, представленного в совнархоз по возвращении на Родину:
«На конференции в городе Жилино выступили с двумя докладами о своих изобретениях в области режущего и измерительного инструмента, с демонстрацией их в работе на чехословацких станках. Прослушали 14 докладов иностранных делегаций, из которых пять заслуживают внимания и применения в нашей промышленности».
«Нами заимствованы у зарубежных специалистов следующие новинки инструментальной техники, применение которых на заводах СССР дало бы значительный эффект:
Способ крепления твердосплавных пластинок на токарных резцах с помощью одного эксцентрика. Способ дает возможность надежно крепить пластинки одной деталью вместо трех, как это делается у нас.
Нитроцементация метчиков, сверл, разверток и другого инструмента, значительно повышающая поверхностную твердость инструмента.
Правка абразивных кругов на шлифовальных станках не алмазом, а кружком из порошка твердого сплава, спеченного с алмазной пылью. Дает на шлифуемых изделиях 10-й класс чистоты и устраняет операцию доводки.
Накатывание внутренней резьбы диаметром от 1 мм до 20 мм, с шагом резьбы от 0,25 мм до 1,5 мм.
Магнитные люнеты, позволяющие шлифовать валики большой длимы, диаметром до 0,03 мм, с отклонением от геометрии в 0,0002 мм и исключающие операцию доводки.
Станок Тико Алоиза для точной проточки деталей диаметром до 0,005 мм сравнительно большой длины, с магнитным центром, устройством для установки резца и специальным микроскопом, увеличивающим в 100 раз.
Простое копировальное устройство с алмазом для профильного шлифования.
Новая охлаждающе-смазывающая жидкость „Акво“, повышающая на два класса чистоту обрабатываемой поверхности при развертывании, сверлении, нарезке резьбы и протягивании.
Немецкие керамические резцы АС-21, которыми работают 90% токарей в ГДР и которые дешевле твердого сплава в 4 раза, не уступая ему в стойкости…»
Я мог бы назвать еще немало зарубежных новинок, которые мы упомянули в отчете; некоторые из них хорошо прижились на наших советских заводах.
…Наши доклады были хорошо подготовлены. Во время докладов работал большой проекционный аппарат и все показывалось на экране. К сожалению, станков не было и выступления получились несколько академичными.
Нам было задано множество вопросов, которые не прекратились и по окончании выступлений, в кулуарах конференции. Переводчица едва успевала переводить вопросы и наши ответы. Хорошо, что переводчица сама была специалистом в области инструмента.
Уже вечером ей задали вопрос, на который она только улыбнулась и взглянула на нас. Мы порядочно устали от этакой пресс-конференции, хотели есть, и, кажется, не очень любезно я сказал:
— Ну, что там они еще спрашивают?
— Господа спрашивают: кто вы, кандидаты наук или аспиранты? — сказала переводчица.
От нее мы не скрывали, что мы рабочие, имеющие от силы среднее образование, и она это знала.
— Что им ответить? — спросила она.
— Правду, — сказал я.
Наши собеседники сделали удивленные глаза и засмеялись.
— Вам не верят, — сказала переводчица.
— Пригласите их на завод, мы там покажем, какие мы кандидаты, — попросил я перевести.
Дело в том, что нас уже пригласили выступить на заводе в городе Мартине и показать в работе наши инструменты. Конечно, лестно, когда тебя принимают за кандидата наук, но нас это не тешило. Кроме нас и двух чехословацких фрезеровщиков — авторов одной очень хорошей и компактной сборной фрезы, — на конференции не было рабочих.
Конференция продолжалась три дня. В последний день Милан Жиак сообщил, что присутствующие на конференции руководители некоторых машиностроительных заводов Чехословакии приглашают посетить их предприятия и показать в работе свои инструменты.
— Мы решили так, — сказал Жиак. — Я и вы поедем на машине Дома техники. У нас очень веселый шофер, так что, хотя придется проехать почти всю страну, нам не будет скучно.
Такая перспектива нам очень понравилась. Мы уже подружились со многими специалистами и были рады встретиться с ними в рабочей заводской обстановке. Кроме того, мы надеялись увидеть в работе те новшества, о которых докладывалось на конференции.
Первый город, который мы должны были посетить, был Мартин.
Дороги в Чехословакии очень хорошие, местами даже с виражами на поворотах. Большая просторная «Татра» шла быстро, порой со скоростью 120 километров в час.
В Нижних Татрах везде лежал снег. Тем более нас удивило, что у памятников и могил советских воинов, около которых мы останавливались, везде лежали живые цветы. Трудовые люди Чехословакии свято чтут память советских солдат, отдавших жизнь за освобождение Чехословакии от коричневой чумы фашизма. Я глубоко уверен, что, как ни стараются разные «деятели», им никогда не удастся поссорить народы СССР и Чехословакии!
Машиностроительный завод в городе Мартине выпускал самую различную продукцию: от мопедов и мотороллеров до кухонных соковыжималок. Производство велосипедов, мопедов и мотороллеров велось на конвейерах. Каждая операция была механизирована до предела. Множество различных приспособлений свело к минимуму ручной труд. Нам показали единственную на заводе операцию, которая выполнялась вручную: работница не торопясь, но очень четко проводила кисточкой красную полоску на раме и баке мотороллера, окрашенного в зеленый цвет.
Операция вроде бы несложная, и мы высказали удивление, что она не механизирована. Нам объяснили, что научный институт труда при заводе после ряда испытаний нашел, что так делать эту полоску наиболее выгодно и быстро.
На заводе нас с Вениамином Матвеевичем сразу разъединили, и я его не видел до самого ухода с завода.
Я замечал скептические улыбки пожилых рабочих и любопытные взгляды молодежи и чувствовал себя несколько беспомощно, поэтому очень обрадовался, когда подошел один из участников конференции — инженер Милослав Брош, который немного говорил по-русски. Он сказал, что поехал за нами, чтобы увидеть действие метчика-протяжки.
Мне дали халат, и я начал настройку станка. Круг рабочих вокруг станка стал расти, всем, видимо, хотелось посмотреть, как работает русский токарь.
Как только метчик-протяжка прошла сквозь первую деталь — скепсиса как не бывало! Все сразу заговорили, пожилые рабочие хлопали меня по плечу, показывали большой палец, всячески выражали свое одобрение. Нарезанная деталь пошла по рукам зрителей, которых становилось все больше.
Метчик-протяжку куда-то унесли, и я не знал, что делать дальше. Выручила переводчица, которая на время оставила Ремизова и пробилась к моему станку. Сразу посыпались десятки вопросов, отвечать на которые пришлось мне. И хотя мы не понимали друг друга без переводчицы, я почувствовал, как изменилось отношение всех рабочих. Настороженности и сдержанности, которые чувствовались, пока я не начал работать на станке, как не бывало, все признали меня «за своего».
Нелегко удивить чешских инструментальщиков новым инструментом! Ведь чехословацкий инструмент считается лучшим в Европе. Мою метчик-протяжку принес обратно начальник инструментального цеха: оказалось, ее носили показывать ему. Через переводчицу он передал мне две просьбы: дать мой инструмент их токарю, чтобы нарезать деталь, и, если можно, оставить одну метчик-протяжку у них на заводе.
Я тут же показал чешскому токарю, как управляться с моим инструментом, и тот правильно и так же быстро нарезал деталь. Серьезно и невозмутимо он пожал мне руку и что-то сказал переводчице.
— Он сказал, что при всем своем искусстве он нарезал бы эту деталь за один час, а тут он потратил всего две минуты. Он поздравляет вас.
— Скажите, пожалуйста, начальнику цеха, что все наши инструменты мы, по условию, оставим вашему Дому техники в Братиславе, — попросил я переводчицу.
Надо сказать, что в отличие от СССР, где Дома техники есть в каждом промышленном центре, в Чехословакии тогда имелся один Дом техники на всю страну — в Братиславе.
Наши шефы сделали все, чтобы не давать нам скучать. Каждый вечер они водили нас то в кино, то в ресторан, то в театр.
Из города Мартина мы поехали в город Поварско-Быстрицу. После того как спустились с Нижних Татр, и погода и природа резко изменились. Исчез снег, везде зеленела трава, было тепло — градусов 15. Все дороги обсажены в три ряда с обеих сторон фруктовыми деревьями. Попадалось много деревьев со спелыми сливами, яблоками, грушами — их просто не успевали убирать. Дорогу часто перебегали зайцы, недалеко от дороги бродили красивые фазаны, словно в зоологическом саду.
В полдень остановились около небольшого хуторка, чтобы сфотографировать развалины старинного замка, расположенного на высоком холме. Хозяин хуторка вспахивал довольно большое поле однолемешным плугом, который тащила лошадь. Для нас это было так необычно, что мы воззрились на пахаря, как на диковину.
Послушайте, Милан, почему у вас, при вашей высокой технической культуре, до сих пор «сохой на козе» пашут? — с удивлением спросил я.
А это обыкновенный единоличник, — объяснил Милан Жиак через переводчицу. — У нас половина сельского населения объединилась в кооперативы и пользуется самыми современными машинами, а половина — единоличники, они работают по старинке, конным плугом.
В городе Поварско-Быстрице мы демонстрировали инструменты на заводе «Поварскострой Арно». Те же недоверчивые и иронические взгляды в начале знакомства, а затем дружеское и доброжелательное внимание после нашей работы на станках.
Вообще, как мы неоднократно убеждались, здесь человека оценивают не по речам, а по умению работать, по его труду. Сами отличные специалисты каждый в своей профессии, чехи с большим уважением относятся к любому рабочему, достигшему успехов в своей отрасли и сумевшему хоть чем-нибудь их удивить. Здесь царствовал своеобразный культ труда.
Когда мы приехали обратно в Прагу, мы уже немного попривыкли к языку и могли сами кое-как ориентироваться в чужом городе. Мы освободили на день Милана Жиака и переводчицу, порядком уставших с нами, и решили жить самостоятельно.
Остановив первого прохожего, мы спросили у него о гостинице, где должны были устроиться. Он замотал головой, давая понять, что не понимает. Однако он тут же подозвал одного из игравших в мяч мальчишек лет 10-12 и что-то сказал ему. Тот на довольно сносном русском языке сказал:
— Подойдемте, товарищ, я вам покажу все, что надо.
В Чехословакии во всех школах преподают русский язык с первого класса, поэтому многие дети довольно хорошо говорят по-русски.
Мальчишка довел нас до гостиницы, и было видно, что он очень доволен тем, что ему удалось помочь «русским дядям».
Ужинали мы в огромном ресторане недалеко от модного магазина «Белая Лабудь», чем-то напоминающего ленинградский Дом торговли на улице Желябова. Обводя глазами огромный зал, я остановился на длинном столе, за которым ужинали человек 15. Один из товарищей показался мне знакомым.
— Да это же Савич! — узнал я моего друга — новатора из Ленинграда.
Савич тоже нас заметил, и мы стали делать друг другу знаки, приглашая за свой столик. Я пробрался между столиками, представился руководителю их делегации и с его разрешения увел Савича. Было так приятно вдали от Родины встретить в разноязычной толпе своего, русского человека, да еще такого, как Евгений Францевич.
— С кем это ты? — спросили мы.
— Профсоюзная делегация ВЦСПС из разных городов нашей страны, — ответил Савич, усаживаясь за наш столик.
— Рабочие-специалисты? — спросил Вениамин Матвеевич.
— Что ты! Один горняк из Луганска да я, остальные — профсоюзные работники из горкомов профсоюзов, их 15 человек.
Евгений Францевич рассказал, что их делегацию везде принимали очень вежливо, все показывали и развлекали, а к советскому рабочему-новатору отношение было совсем особое. Савич — человек чрезвычайно скромный и не любит говорить о своих достижениях, поэтому дальше я рассказываю не с его, а с чужих слов.
Когда на одном заводе — ЧКД в Праге он показал, как можно работать на фрезерном станке в 10 раз производительнее, чем это делают сейчас лучшие фрезеровщики Европы, то радио, телевидение и газеты оповестили об этом всю Чехословакию в тот же день. В последующих поездках их делегации по стране слава о русском фрезеровщике шла впереди него.
В одном из городов встречать Савича вышел мэр города и преподнес ему, по русскому обычаю, хлеб-соль. Так там велико уважение к труду, к мастерству рабочего!
Чем же покорил Савич чехословацких машиностроителей, считающихся в Европе искуснейшими специалистами в области станочных работ?
Прежде всего отточенным, виртуозным мастерством, с которым он работает на любом фрезерном станке; своей новой конструкцией торцевых и концевых фрез со сменными твердосплавными пластинками механического крепления; целым рядом изящных и удобных приспособлений для фрезерных работ, сводящих физический труд станочника к минимуму.
Е. Ф. Савич, лауреат Государственной премии, фрезеровщик-новатор ленинградского Кировского завода
Я познакомился с этим замечательным новатором-фрезеровщиком в Ленинграде, на Кировском заводе. Это искуснейший мастер, милый и душевный человек, умный и интересный собеседник. Он неутомимый искатель нового, имеет несколько авторских свидетельств. Новаторы Ленинграда избрали его председателем секции фрезеровщиков Ленинградского совета новаторов.
За свой самоотверженный творческий труд Савич удостоен звания лауреата Государственной премии. Среднего роста, худощавый и быстрый в движениях, Евгений Францевич не отличался крепким здоровьем. Страшные голодные дни ленинградской блокады не прошли для него бесследно: он долго болел дистрофией — этой «блокадной» болезнью, сведшей в могилу тысячи ленинградцев. Но Савич выжил, поправился и в течение ряда лет отдавал все свои силы поиску нового в технике. Изобретательство стало его второй профессией. Он пригласил меня на заседание секции фрезеровщиков городского Совета новаторов, которое состоялось вечером в Доме техники на Невском проспекте.
Приятно было видеть, с каким уважением и заботливостью относятся к нему все рабочие-фрезеровщики десятков ленинградских заводов. Видно, недаром его называют лучшим фрезеровщиком Ленинграда! Он подарил мне книгу «Новые фрезы и приспособления», изданную Лениздатом в 1963 г. Книга очень полезная.
Наряду с описанием высокопроизводительных фрез, остающихся, к сожалению, для многих заводов новыми до сих пор, в книге жестоко критикуются укоренившиеся на наших предприятиях и в министерствах порядки, тормозящие внедрение прогрессивного инструмента и опыта новаторов. Судя по книге, наш дорогой Евгений Францевич при всем своем добродушии и кажущейся мягкости был настоящим бойцом за технический прогресс. Потом я много раз встречался с Савичем, и до самой его смерти мы оставались друзьями.
В ноябре 1969 г. Савич умер — свалила его все-таки «блокадная» болезнь.
…На заводе «Поварскострой Арно» мы познакомились с производством резьбовых калибров. Когда я сказал, что интересуюсь методами проверки резьбовых калибров, меня познакомили с пожилым инженером, начальником центральной лаборатории измерений. Начальник лаборатории оживился и заявил, что он хочет показать мне заводскую лабораторию. Я знал ЦИЛы (центральные измерительные лаборатории) на десятках наших заводов, и мне, конечно, было интересно сравнить их со службой высшей точности на зарубежном заводе.
Здесь порядок такой: в ЦИЛ может зайти любой рабочий, связанный с производством мерительного инструмента, но, прежде чем войти, он должен снять свой халат, надеть один из висящих в передней белых халатов и переобуться в войлочные туфли.
ЦИЛ имеет четыре зала. В первом проверяются штангенциркули и другие инструменты с точностью до 0,1 мм, во втором — микрометры и им подобные инструменты с точностью до 0,01 мм, в третьем идет проверка инструмента с точностью до 0,001 мм. Это самый большой зал. Здесь контролируются и проверяются все виды рычажно-чувствительных микрометров, пассиметры, нутромеры, резьбовые и гладкие калибры и им подобные инструменты.
Измерительные приборы были все фирмы «Карл Цейсс». Перед каждым прибором очень удобно укреплен прозрачный щиток из оргстекла, защищающий измеряемый калибр и прибор от дыхания лаборанта. Все работающие были в длинных лайковых перчатках — голыми руками здесь ничего не берут, так как это может повлиять на точность измерения.
В третьем и последующем залах поддерживается постоянная температура и влажность воздуха. В четвертом зале идет проверка с точностью до одной десятой доли микрона. Здесь контролируются и аттестуются наборы плиток Иогансона и другие концевые меры.
Новейшие приборы фирмы «Цейсс», основанные на использовании интерференции света, могут обеспечить и большую точность, но, как сказал начальник лаборатории, точность выше одной десятой микрона им не требовалась.
Бросалась в глаза настоящая увлеченность своим делом, прямо-таки влюбленность в мир великих точностей, которые проявлялись в каждом слове и жесте начальника лаборатории.
Общее впечатление от лаборатории у меня было примерно такое же, как от нашей Палаты мер и весов в Ленинграде. А ведь это была только заводская лаборатория! Служба точности и единства мер в Чехословакии поставлена хорошо.
После Поварско-Быстрицы мы посетили завод «Меопта». Здесь нас поразило искусство рабочих и инженеров обращаться с необычайно малыми деталями. То, что я видел на московских часовых заводах, всегда удивляло меня: как это человек может выточить или отфрезеровать такие микроскопические детали? Но по сравнению с деталями, увиденными на заводе «Меопта», детали самых миниатюрных дамских часов кажутся грубыми.
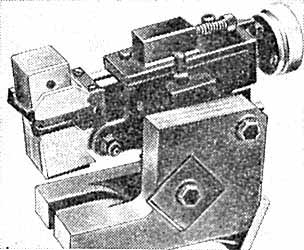
Нам показали токарный станок изобретателя Тико Алоиза, на котором вытачиваются оси диаметром 3-5 микрон! (Вспомните, что толщина человеческого волоса — 80 микрон.) Когда переводчица перевела нам эти данные, мы подумали, что ослышались. Но я своим глазом видел, как на станке вытачивалась ось с уступами, а наименьший диаметр составлял 5 микрон. Длина этой части оси была 2-3 мм. Я видел, как резец брал стружку, как она то сыпалась, то завивалась. Конечно, все это можно наблюдать только через микроскоп с стократным увеличением, установленный на станке и являющийся его неотъемлемой частью.
Схема установки магнитного центра на станке Тико-Алоиза
Как же возможно изготовлять на токарном станке столь малые детали? Почему не ломается и не разрушается эта сказочная ось, которую невозможно увидеть в обычную лупу? Все дело в магнитном центре: острие магнитного центра растягивает заготовку, а не сжимает ее, как обычные центры на токарных станках, они не дают ей прогнуться. В Чехословакии магниты довольно широко используются при работе на токарных и шлифовальных станках.
В городе Брно нас пригласили на завод имени национального героя Чехословакия Яна Швермы. Этот большой завод делал все, начиная от портативной пишущей машинки и кончая огромными сельскохозяйственными комбайнами и учебными самолетами. И здесь мы увидели, как широко используются магниты. Мы привыкли, что магнит применяется только на плоскошлифовальных станках для удержания детали на столе. А здесь на обычных круглошлифовальных станках с помощью магнитных люнетов обрабатывались длинные тонкие детали, заднего центра на станках не было.
Магнитный люнет Карела Кизлинка (завод имени Яна Швермы, г. Брно) для чистового шлифования длинных и тонких деталей
Завод имени Яна Швермы — довольно интересное предприятие, и о нем хочется рассказать несколько подробнее. Цель посещения этого завода заключалась в основном в том, чтобы встретиться с двумя знаменитыми рабочими-новаторами Чехословакии — слесарем-лекальщиком Франтишеком Гамром и шлифовщиком Карелом Кизлинком. Обоим им присвоено высшее звание республики — Герой Труда. Мы много о них слышали, видели их творения на Чехословацкой промышленной выставке в Москве, и понятно, что нам хотелось познакомиться с этими замечательными рабочими.
Прибыли на завод, когда там работа только что закончилась и рабочие расходились по домам. Гамра и Кизлинка захватили уже в проходной. Узнав, что мы приехали специально повидаться с ними, они тотчас вернулись в свой инструментальный цех, снова надели рабочие халаты и три.часа показывали и объясняли свои устройства и приспособления.
О творчестве Франтишека Гамра лучше всего сказать его же словами: «Я 35 лет работаю слесарем-лекальщиком, но еще ни одного шаблона, штампа, пуансона или пресс-формы не сделал вручную. У меня все делают машины». Это тем более удивительно, что ведь сама профессия слесаря-лекальщика в традиционном понимании представляет собой искусство именно ручной работы.
Заметив, что мы не совсем ему верим, Гамр повел нас вдоль длинного ряда небольших профильно-шлифовальных станков (их было штук 50).
— Здесь работают мои слесари-лекальщики, а я у них бригадиром. А вот на этом станке работаю я сам.
Около каждого станка стоял большой стеллаж с открытыми ячейками. В каждой ячейке лежало, поблескивая доведенными поверхностями, какое-нибудь сложное приспособление или устройство, у каждого станка их было не меньше 40.
— Нет такой инструментальной работы, для которой не нашлось бы здесь удобного приспособления, — сказал Гамр. — Конечно, приходится все время, как говорится, «ворочать мозгами», но зато у нас на слесарно-лекальном участке нет ни одних тисков. Надо только выбрать нужное устройство, тщательно установить его, и станок сам сделает все, что нужно, причем гораздо быстрее и точнее, чем это сделал бы вручную самый искусный слесарь-лекальщик. Невольно подумалось: сколько же творческой выдумки, рабочей смекалки и мастерства вложено в эти сотни устройств и приспособлений! Зато они полностью освободили от ручного труда рабочих высшей квалификации- слесарей — лекальщиков. Вот где действительно стерлись грани между физическим и умственным трудом. Ведь, по сути дела, на этих станках работают настоящие инженеры, оставшиеся в то же время рабочими, искусными мастерами своей профессии.
Высокий, худощавый, в черной шапочке на седеющей голове, Франтишек Гамр больше походил на ученого, чем на рабочего. Но как только он начинал говорить и показывать свои инструменты в работе, сразу становилось ясно — это наш брат рабочий.
Карел Кизлинк — полная противоположность своему партнеру: небольшого роста, толстый, с добродушным открытым круглым лицом. Он, как мячик, перекатывался от одного шлифовального станка к другому, показывая свои знаменитые магнитные люнеты. Говорил он так быстро, что переводчица еле успевала за ним.
Так же как и Гамр, он — бригадир. Под его наблюдением 40 резьбошлифовальных и круглошлифовальных станков. С помощью магнитных люнетов Кизлинк за три месяца оснастил все заводы Чехословакии мерительными резьбовыми проволочками. Мне, как специалисту, имевшему дело с этими проволочками, было очень интересно ознакомиться со способом их изготовления.
У нас только один завод «Калибр» выпускает эти измерительные проволочки. Производство их сложно, так как при диаметре ходовых размеров от 0,11 мм до 0,866 мм допуск составляет всего 0,2 микрона. Производство их заводу «Калибр» далось в свое время нелегко, правда, сейчас это дело отлично освоено, и наши проволочки экспортируются во многие страны. Наши изобретатели и Карел Кизлинк одинаково хорошо решили одну и ту же проблему, но совершенно разными методами.
На заводе «Калибр» применен метод массовой доводки проволочек одного размера между двумя большими чугунными плитами с идеально доведенными плоскостями. Карел Кизлинк шлифует каждую проволочку отдельно, но применение магнитного люнета позволило исключить операцию доводки.
Я не берусь судить о том, чей способ лучше. Мне просто хочется отметить самый факт, что творческая мысль рабочего-изобретателя в разных странах совершенно различными путями пришла к одинаково замечательному результату. Конечно, на магнитных люнетах Кизлинка можно выполнять десятки других, самых различных работ. Все это нам он показал сам, быстро переходя от станка к станку. На резьбошлифовальных станках он показал, как делаются развертки нового типа — с крутой спиралью. Он тут же на сверлильном станке показал, как работают его развертки. Этот инструмент так и называется — «развертка Кизлинка».
Чистота поверхности после развертывания была идеальной. Развертка легко снимала слой металла не меньше чем полмиллиметра, а стружка получалась, как пучок войлока.
— Мы оставляем после сверловки под развертывание 0,5 мм, поэтому в отверстии никогда не остаются надиры от сверла, — сказал Кизлинк.
Обычные развертки могут снять стружку от силы в 0,1-0,15 мм, поэтому после сверления отверстие надо еще растачивать или развертывать двумя-тремя развертками, иначе останутся следы сверла.
Три часа занимались с нами эти два замечательных рабочих-новатора. Их, конечно, давно ждали дома, они, наверное, были голодны (как я уже говорил, на чешских заводах работают без обеда). Но чувство дружбы и солидарности рабочих-изобретателей одной профессии было превыше всего.
Нам было немножко совестно, что мы отняли столько времени у этих приятных людей, и успокаивало только то, что у себя в Москве мы так же забывали об удобствах личных, когда в Совет новаторов приезжали рабочие из ГДР и Болгарии. Мы так же стремились показать им все, что касалось их специальности и интересовало гостей. Дружба собратьев по профессии — великое дело! На другой день мы еще раз пришли в инструментальный цех завода имени Яна Швермы. Был день получки. Вдоль длинного ряда станков шел пожилой кассир с большой кожаной сумкой, вроде тех, с какими ходят почтальоны. Около каждого станка он останавливался, вынимал белый конверт и вручал станочнику. Нам было интересно, сколько зарабатывают товарищи по профессии в другой стране, и мы попросили переводчицу спросить об этом у сопровождавшего нас начальника цеха.
— Инструментальщики у нас получают 1500-2000 крон в месяц, — сказал начальник цеха. (Чешская крона равняется приблизительно нашим 12 копейкам.) — А вот эти лекальщики Гамра, — он указал на длинный ряд профильно-шлифовальных станков, который мы осматривали вчера, — получают побольше начальника цеха. Большие специалисты своего дела!
Я обратил внимание, что кассир, остановившись около одного резьбошлифовщика, вручил ему не один, а два конверта — белый и синий.
— А почему некоторые рабочие получают еще и синий конверт? — спросили мы у начальника цеха.
— В синих конвертах мы даем вознаграждение за усовершенствование производства, — сказал начальник цеха. — То есть за рационализаторское предложение.
— А можно посмотреть, что это за предложение, где оно внедрено? — заинтересовался Вениамин Матвеевич.
Начальник цеха удивленно посмотрел на нас.
— Предложение еще не внедрено, но оно принято главным инженером. Вознаграждается творческая мысль и инициатива этого рабочего, — сказал начальник цеха.
— Но как же так, — недоумевал я, — может быть, предложение никогда и не будет внедрено, а авторское вознаграждение уже платят!
Начальник цеха сказал, что, раз предложение принято главным инженером, оно обязательно будет внедрено. Главный инженер может, если найдет нужным, привлечь автора к реализации, но это не обязательно. Автор должен думать над следующим усовершенствованием, а не заниматься проталкиванием предыдущего.
— А кто же конкретно внедряет рацпредложения, кто делает опытные образцы, настраивает, отрабатывает новую технологию, если не автор? — допытывались мы.
— У нас есть большой экспериментальный цех, в котором работают 400 специалистов самых различных профилей. В их обязанность входит изготовлять предложенные и принятые новшества, внедрять их в цехах завода, а также обучать рабочих новым приемам труда, связанным с этим новшеством.
Я вспомнил, что на нашем заводе тоже есть экспериментальный цех, но он занимается не столько экспериментами, сколько изготовлением производственных деталей.
Невольно подумалось: почему такая простая вещь, как выдача зарплаты, у нас зачастую происходит так неорганизованно? Часа за два до окончания смены у нас на заводе в каждом цехе люди, забыв о работе, становятся в длиннейшую очередь, у всех одно желание: как бы получить деньги до гудка, а то придется еще час стоять в очереди. Шум, а порой и ругань стоят в день получки около кассы. И это бывает два раза в месяц! Сколько драгоценных часов теряет завод за эти два дня, сколько недодается продукции! Разве трудно сделать все культурно?
А ведь за примером и опытом даже не надо ехать за границу. На заводе в Ленинграде, где я когда-то работал, зарплату всегда разносила по станкам в конвертах табельщица, которая на этот день становилась кассиром. Почему столичные заводы должны отставать по культуре от ленинградских? Думается, что такие «мелочи» полностью лежат на совести руководителей заводов.
Или взять рационализаторскую деятельность. Ведь мы даже не мечтаем о том, чтобы внедрение творческого предложения рабочего взяла на себя служба главного инженера. У нас в основном внедряются только те новинки, предложенные рабочим, которые он сам сделает в металле. А такая «мелочь», как казенщина при выдаче авторского вознаграждения рабочему за внедренное им предложение? Разве нельзя сделать это красивее, чем происходит сейчас на большинстве московских заводов?
Только из-за одной такой обижающей «мелочи» иной рабочий-рационализатор даст зарок никогда больше не заниматься рационализацией.
Конечно, он решит это сгоряча. Советский рабочий не может работать без творческой выдумки. Но теперь он будет делать свои усовершенствования только для себя, на своем станке, не подавая никаких предложений и не поднимая разговора об их эффективности. Я знаю десятки способных рационализаторов на ряде заводов, которые по-дружески показывали мне свои разработки, используемые только на их станках.
— А ты подал предложение на свое устройство? — спрашивал я.
— А зачем подавать? — в свою очередь спрашивал меня рационализатор. — Для того чтобы нажить уйму хлопот, выпрашивать у начальства акты о внедрении и в конце концов стоять в очереди за десяткой или пятеркой? Нет уж, увольте! Мы со сменщиком сейчас сделали все, что надо, и работаем спокойно, и детали все выходят отличного качества, а рацпредложение мы подавать не будем. Пробовали, знаем, что это такое!
С болью в душе выслушиваешь такие речи, но чувствуешь, что собеседник-то, пожалуй, прав: сам не раз попадал в подобное положение.
Конечно, не следует думать, что с абсолютно всеми рацпредложениями дело обстоит именно так. Рационализаторов у нас тысячи, и многим удается своей энергией и упорством «пробивать» предложение и доводить его до внедрения. Большую помощь в этом деле оказывали заводские советы новаторов, а также и бывший Московский совет новаторов. Последний обычно «вступал в бой», когда эффективное рацпредложение можно было внедрить на многих московских заводах. Но вернемся на завод имени Яна Швермы. Одной из целей нашего посещения этого завода было ознакомление с чешским патентом, на который я обратил внимание еще на конференции в Жилине. Назывался он так: «Накатывание внутренней резьбы».
С накатыванием наружной резьбы мы давно знакомы, и оно успешно применяется на многих наших заводах. Преимущества этого метода по сравнению с нарезанием винтов плашкой и резцом общеизвестны. Накатанные винты служат во много раз дольше, чем с нарезанной резьбой. Но ведь резьбовое соединение состоит из пары винт — гайка. Винт у нас получается с уплотненной долговечной резьбой, а гайка — по-прежнему с рыхлой нарезанной резьбой, да еще и с надирами, зачастую остающимися от метчика. Значит, повышения долговечности соединения почти не получалось. Нужно было добиться, чтобы и гайки были с уплотненной накатанной резьбой.
Когда по возвращении на Родину я начинал говорить специалистам о гайках с накатанной резьбой, то все предполагали, что речь идет о гайках диаметром 40-60 мм, в которые чехам как-то удалось впихнуть накатные ролики. На самом же деле на заводе имени Яна Швермы накатывали внутреннюю резьбу диаметром от 1 мм с шагом 0,25 мм и до 20 мм с шагом 1,5 мм.
Нам показали процесс изготовления накатников и процесс самого накатывания. Никаких роликов, конечно, не было. Да и какой ролик всунешь в отверстие диаметром 1 мм? Все было очень просто: вместо метчиков употреблялись так называемые накатники, которые выдавливали резьбу без стружкообразования. Если посмотреть на накатник с торца, то он представлялся в виде равностороннего треугольника с плавно закругленными сторонами. Этот профиль одинаков как по наружному, так и по внутреннему и среднему диаметрам резьбы.
При работе накатниками отверстие сверлится не по внутреннему диаметру резьбы, а по среднему. Накатник имеет заборный конус с таким же профилем, если смотреть с торца, и с полной высотой резьбы.
Я сразу понял, какое большое будущее у этого изобретения, и вцепился в него, что называется, обеими руками. В то же время меня не оставляла мысль: где-то в нашей стране я уже видел нечто подобное. Но где и когда я это видел, вспомнить не мог.
Вениамин Матвеевич Ремизов не разделял моего мнения о важности накатников.
— Вот магнитные люнеты — это вещь! — говорил он. — А накатники — это миф, пыль в глаза, не более!
— Вот когда вернемся домой, ты и займись магнитными люнетами, а я добьюсь широкого внедрения накатников, — возражал я. — Тогда и увидим, какой инструмент у нас привьется, а какой — задержится.
Я понимал, что без точных расчетов, рабочих чертежей, подобной технологии и, наконец, без образцов накатников мне ничего не удастся сделать на наших заводах.
Очень деликатно я спросил у начальника технического отдела, не может ли он дать мне все эти данные. Тот ответил так: — Это является чехословацким патентом, патент уже куплен Англией, Бельгией и другими странами. Потом он добавил, что у него сейчас нет чертежей, и привел еще несколько причин, по которым он не может дать документацию. Его вежливый отказ еще более убедил меня, что накатники — вещь важная.
После показа в работе метчика-протяжки в одном из цехов завода мы опять собрались в техническом отделе. Начальник отдела через переводчицу сказал:
— Мы очень заинтересованы в получении такого производительного инструмента, как ваша метчик-протяжка. Не могли бы вы оставить нам образцы и чертежи на этот инструмент?
Я посоветовался с Миланом Жиаком, и тот вынес такое решение:
— Товарищ Данилов оставит вам образцы и чертежи метчика-протяжки, а вы дадите ему полное описание патента на накатывание внутренней резьбы. Национальный
Дом техники оформит этот обмен патентами в Управлении внешних сношений.
Такое решение всех устраивало. Мне дали несколько накатников и толстый альбом с полным описанием процесса накатывания внутренней резьбы. Я оставил чехам три метчика-протяжки и рабочие чертежи на них.
С точки зрения юридической я действовал правильно: у меня была бумага совнархоза, в которой говорилось, что я могу оставить в ЧССР образцы своего инструмента в подарок чешским новаторам. Вместо подарка я произвел честный обмен.
Я был доволен, хотя и не был удовлетворен до конца. Дело в том, что на многих чехословацких заводах я видел, что токари и слесари употребляют для нарезки резьбы, накатывания, развертывания, протягивания и им подобных операций какую-то фиолетовую, приятно пахнущую густую жидкость. Чистота поверхности после этих операций получалась замечательная на любом материале. Я спросил, что это за фиолетовая смазка.
— Это смазка «Акво», — сказала переводчица. — Она повышает чистоту обработки на два класса против всех других известных смазок. Это чешский патент.
На мой вопрос, можно ли попросить рецепт этой «Акво», Милан Жиак только руками развел. Видимо, в моих новшествах он не находил больше ничего такого, на что можно было бы обменять еще один патент.
Но мы были гости, а он — добрый хозяин, и он сказал:
— Мы вам дадим с собой целый бидон этой смазки в подарок. Его вам привезут в Прагу прямо к самолету, когда вы будете улетать домой.
И в самом деле, смазка была доставлена вовремя, прямо к самолету. Позже она не раз выручала многих токарей и слесарей нашего завода, да и сейчас иногда выручает. Но состава ее мы не знаем.
Путешествуя по дорогам Чехословакии в просторной «Татре» со своими радушными хозяевами, мы чувствовали себя очень хорошо. Мы немного освоились с чешским языком, а Милан Жиак тоже чуть-чуть говорил по-русски. В общем, мы могли кое-как понять друг друга и без переводчика.
— Как вам понравились наши заводы и наши рабочие?- спросил Милан Жиак на одной остановке у какой-то горной реки.
— Это совершенно такие же хорошие парни, как и наши советские рабочие! — сказал Вениамин Матвеевич.
Мы отдали должное первоклассному современному оборудованию чешских заводов, но высказали и несколько критических замечаний.
— Вот у вас сведен до минимума физический труд слесарей-лекальщиков, — заметил я, — а о токарях никто и не подумал. Они по-прежнему затрачивают массу физических усилий при работе, в то время как этого можно избежать.
Действительно, на средних и больших токарных станках в общем-то отличной конструкции нет механического перемещения суппортов, в больших токарных патронах зажимают детали вручную.
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКЧитайте также
Приложение 2 Международная Конвенция о борьбе с захватом заложников
Приложение 2 Международная Конвенция о борьбе с захватом заложников От 17 декабря 1979 годаГосударства — участники настоящей Конвенции,принимая во внимание цели и принципы Устава Организации Объединенных Наций, касающиеся поддержания международного мира и безопасности
Приложение 6 Международная конвенция о борьбе с бомбовым терроризмом
Приложение 6 Международная конвенция о борьбе с бомбовым терроризмом Принята резолюцией 52/164 Генеральной Ассамблеиот 16 декабря 1997 года.Открыта для подписания 12 января 1998 годаГосударства — участники настоящей Конвенции,принимая во внимание цели и принципы Устава
Движение в защиту Бродского и международная известность
Движение в защиту Бродского и международная известность Решительное поведение трех свидетелей защиты на суде, взволнованный интерес городской интеллигенции к процессу и солидарность с подсудимым явились неожиданностью для устроителей судилища. После первого
Международная позиция Сталина
Международная позиция Сталина Кто же может сомневаться в том, что «переход на чисто русские позиции» Сталина в международной политике был бы в то же время и началом великого внутреннего освобождения России? Ибо отказ от ставки на «вторую империалистическую войну»,
Глава 21 Международная Авиационная Федерация
Глава 21 Международная Авиационная Федерация В 1963 году меня привлекли к работе на общественных началах в Федерацию авиационного спорта (ФАС) СССР, президентом которой тогда был знаменитый летчик-испытатель, дважды Герой Советского Союза генерал Владимир Константинович
МЕЖДУНАРОДНАЯ ЭЛЕКТРИЧЕСКАЯ ВЫСТАВКА 1881 ГОДА
МЕЖДУНАРОДНАЯ ЭЛЕКТРИЧЕСКАЯ ВЫСТАВКА 1881 ГОДА Восьмидесятые годы прошлого века ознаменованы крупнейшими изобретениями и достижениями в области электротехники, которые революционизирующим образом воздействовали на развитие производительных сил. Электротехника
«Грандиозная международная процессия»
«Грандиозная международная процессия» Лишь в начале 60-х годов на родине Твена появились сборники, содержащие его антиимпериалистические произведения, которые раньше оставались в США только журнальными публикациями.Наконец-то американский читатель получил
Международная научно-прикладная корпорация (SAIS)
Международная научно-прикладная корпорация (SAIS) Из многих типов американских предприятий с собственностью работников стоит еще познакомиться с компанией, занимающейся разработкой высоких технологий.Эта фирма (сокращенно ее именуют «Сайнс аппликейшн») была основана в
Международная сеть Канариса
Международная сеть Канариса Любовь к географическим символам была общей для многих главарей фашистского рейха. Известно, что географические атласы, глобусы, карты как магнит притягивали Гитлера. Он любил сниматься на их фоне — то в позе завоевателя, то в позе стратега,
4.23 STS-74: Вторая международная миссия
4.23 STS-74: Вторая международная миссия Первая стыковка Спейс Шаттла и орбитальной станции «Мир» подвела итог огромной работы, которую проделали за последние три года и завершили в июле 1995 года российские и американские космические специалисты. Первая интернациональная
Международная обстановка
Международная обстановка В 1944-м году уже никто не сомневался в окончательном разгроме Германии. Вопрос победы над фашизмом был почти решен, и в этом была колоссальная заслуга советского народа, о чем весь мир уже знал. Авторитет Советского Союза возрастал во всем мире, с
Глава десятая. МЕЖДУНАРОДНАЯ ДУЭЛЬ
Глава десятая. МЕЖДУНАРОДНАЯ ДУЭЛЬ Если герцог Веймарский давно переболел «версализмом», то дрезденский правитель Фридрих-Август, курфюрст Саксонский и король Польский, страдал этой хворью вовсю. Он копировал Францию во всем — начиная от кухни и манеры одеваться,
Международная муха
Международная муха Люди постарше помнят, что отношения между СССР и Китайской народной республикой долгое время напоминали приливы и отливы: то улучшались, то ухудшались… Важно было следить, чтобы в этих колебаниях политической стихии не оказаться накрытым волной. А
Международная обстановка и РОВС
Международная обстановка и РОВС В 1933 году в Германии к власти пришел Гитлер. Его враждебность к коммунизму породила у многих эмигрантов надежды на возможность совместной с немцами борьбы с коммунизмом. Толки о неизбежной войне СССР на два фронта — против Гитлера и
Международная крестьянская конференция
Международная крестьянская конференция Здание Коминтерна на Воздвиженке; о, это не парадные хоромы! Низкие потолки, крошечные комнатки, дощатые перегородки… Хлопают дверца и черная лестница и еще дверца, и еще черная лестница. Клетушки, переходы, домашняя теснота…