Глава III. Развитие техники книгопечатания
Глава III. Развитие техники книгопечатания
Скоропечатная машина Кенига. – Применение пара к книгопечатанию. – Словолитные мастерские. – Состав типографского металла. – Патрицы и матрицы. – Как отливаются литеры? – Ручное и машинное производство. – Сколько литер может отлить один рабочий в день? – В какой пропорции отливается количество каждой буквы алфавита? – Разнообразие шрифтов. – Кегль и очко. – Сколько оттисков может вынести шрифт. – Изобретение стереотипии. – Первая книга, отпечатанная стереотипом в России в 1814 году. – Стереотипные издания. – Типографская краска. – Заводы типографской краски. – Разные сорта и цены типографской краски
Ни одно изобретение не имело такого многостороннего практического приложения, как печать. Составляя плод духовной жизни целых столетий, она для своего развития требовала значительного технического усовершенствования других искусств. Книжная торговля, газетное дело, переплетное мастерство, фабрикация красок, машинное производство, резьба по дереву, множество изобретений в области графических искусств – все это находится в связи с книгопечатанием. Наконец, книгопечатание требовало для себя применения светописи и даже химии.
В старину процесс тиснения происходил таким образом. Набранные страницы, или столбцы текста, ставились в определенном порядке на доску; промежутки между строками заполнялись шпонами – низенькими металлическими планками или пластинками, затем накладывалась железная рама с винтами, которая плотно скрепляла набор. После всего этого при помощи особого валика на литеры накатывали типографскую краску, клали лист белой бумаги и оттискивали ее сверху на особом типографском прессе или станке. В начале XIX столетия деревянный станок заменен был железным. При этом тампоны (кожаные подушки для накладывания краски) заменены были красочными валиками. Такая работа происходила медленно.
В 1790 году англичанином Никольсоном был опубликован первый проект скоропечатной машины, но не был осуществлен. Чтобы ускорить процесс печатания, немцами Ф. Кенигом и Бауэром изобретена была в 1811–1812 годах скоропечатная машина и изготовлена в Лондоне. 29 ноября 1814 года в первый раз газета «Times» была отпечатана на двух таких машинах, из которых каждая давала 1500 оттисков в час.
Наиболее существенную часть в скоропечатной машине составляет талер – движущаяся взад и вперед платформа, на которую в железной раме кладется приготовленный для печати шрифт – набор. Во время движения талера вперед особые валики покрывают литеры типографской краской, после чего талер подкатывается под цилиндр, на котором движется лист белой бумаги. Шрифт оттискивается на нем и затем катится на талере назад, а полученный оттиск принимается на особые тесьмы, выводящие листы из машины на особый стол приемщику. Таким же образом печатаются и все последующие оттиски.
Это и есть печатание. Скоропечатная машина дает 1000–1200 оттисков в час. Колесо машины в прежних типографиях приводилось в движение мускульной силой человека. Около каждой скоропечатной машины стояли так называемые вертельщики, на обязанности которых лежало приводить машину в действие, то есть вертеть колесо.
Повертев колесо от получаса до часа времени, вертельщик уступал свое место товарищу, а сам в это время отдыхал и затем снова брался за ручку колеса.
В маленьких типографиях, где для одной или двух скоропечатных машин не стоит устанавливать парового двигателя, и до сих пор работают вертельщики.
Впервые паровая сила была применена к книгопечатанию в ноябре 1814 года. Знаменитая английская газета «Times» возвестила своим читателям, что они имеют в руках произведение парового скоропечатного станка.
С тех пор мускульная сила вертельщиков уступила свое место паровому двигателю. Вместо вертельщиков в типографии появилась паровая машина. Как только удалось паровой двигатель применить к тиснению, книгопечатание стало на новый путь, который привел его к удивительным результатам.
Теперь скоропечатные машины, приводимые в движение паром, дают от 10 до 60 тысяч оттисков в сутки.
Но этого мало. В самое последнее время Гордон Беннет, издатель газеты «New-Jork Herald» («Нью-Йоркский вестник»), в номере от 10 мая 1891 года заявил своим читателям, что в Нью-Йорке начала работать новая скоропечатная машина Гоэ и K°, дающая 90 тысяч оттисков формата 32x24 дюйма в час!..
90 тысяч экземпляров шестистраничной газеты в один час!.. Самое пылкое воображение пасует перед такой перспективой. 90 тысяч экземпляров в час означает 1500 в минуту, то есть 25 экземпляров в одну секунду… Машина выбрасывает 25 экземпляров, отпечатанных, сфальцованных и сосчитанных в такой короткий промежуток времени, в какой человек едва успеет проговорить «раз, два, три». Если считать столбец «Геральда» в 1800 слов средним числом, то в каждом экземпляре в шесть страниц по шесть столбцов на каждой окажется 1 620 000 слов. Сверх того каждый номер американской газеты украшен многочисленными иллюстрациями, иногда весьма мелкими – и все это машина отчетливо воспроизводит быстрее, чем может промелькнуть мысль человеческая…
Наилучшее понятие о значении этих цифр можно получить, узнав, что три свитка бумаги, одновременно питающие это газетное чудовище, в час могут дать 84 версты бумаги в аршин ширины!.. И «Herald», пожалуй, прав, полагая, что если бы Гутенберг мог предвидеть такие плоды своего изобретения, он счел бы их за дело дьявола. Недаром говорят, что книгопечатному станку суждено завладеть миром.
В доброе старое время типографщик и литеры сам отливал, и краску сам растирал, но потом произошло разделение труда – на пользу книгопечатания. Появились особые словолитчики и словолитные мастерские; точно так же типографскую краску покупают на заводах, которые специально занимаются копчением сажи и приготовлением из нее типографской краски.
В каждом большом городе, где имеются типографии, существуют и словолитные мастерские. В словолитной мастерской отливаются литеры, шпации, шпоны, квадраты, бабашки и тому подобные принадлежности тиснения.
Прежде чем отливать литеры, приготовляется так называемый типографский металл – сплав из свинца, олова и сурьмы (на один пуд свинца – один фунт олова и от 8 до 12 фунтов сурьмы). Как же отливаются литеры? Литеры, которыми печатаются книги, имеют вид четырехгранника около полувершка длиною; на одном конце этого четырехгранника – рельефная буква, так что каждая литера состоит из четырехгранного столбика и самой литеры (очко). Для отливки литеры необходимо иметь пунсоны, матрицы, типографский металл и словолитную машину.
Пунсон есть не что иное, как остроконечный стальной штемпель, на конце которого вырезана буква; этим штемпелем выдавливают или выбивают соответствующую букву.
Для пунсонов выбирается хорошая, но мягкая сталь, которую, по окончательной отделке пунсона, закаливают, то есть приводят в твердое состояние. Очертание литеры прежде всего выцарапывается на пунсоне иголкой, и затем приступают к гравированию.
Для гравирования употребляется до 20 разных штихелей и напилков. Гравирование литер происходит медленно, иногда за одной только буквой надо просидеть два-три дня. Самый искусный гравер в течение года успевает сработать от двух до пяти шрифтов, то есть около 500 литер.
От пунсонщика требуется художественное чутье и понимание законов симметрии – при гравировании шрифтов, различных украшений, виньеток и т. п.
Пунсонщики в словолитных мастерских являются главными законодателями в области шрифтов. Это своего рода литературные кузнецы, которые выковывают свинцовую армию. Каждый век имеет свой характерный шрифт. Под влиянием времени шрифты видоизменяются так же, как и одежда человека по требованию капризов моды.
При гравировании литер у пунсонщиков имеются свои правила, выработанные временем или национальностью; например, закругленные элементы у всех литер должны быть одинаковы, буквы ш или щ в два раза шире буквы н или п; прописные буквы на одну треть возвышаются над строкой, и т. п.
Современные словолитчики стремятся к простоте и единообразию букв, что придает шрифту выражение спокойствия, как говорят пунсонщики.
Матрица – четырехгранной формы кусок меди, в которой пунсоном выдавлена литера. Если мы возьмем четырехгранную стальную трубку, к одному концу этой трубки плотно приставим матрицу и в трубку нальем расплавленного свинца, то через несколько секунд свинец остынет, и в том месте, где свинец соприкасается с матрицей, он заполнит все ее углубления, так что образуется рельефная литера.
Свинец вливается в формочки посредством весьма остроумного приспособления – особого насоса, при помощи которого рабочий гонит свинец в словолитную форму.
Устройство насоса в общих чертах легко понять, если вообразить обыкновенный чайник, налитый доверху водой. Нажмите крышку чайника, и вода польется из носика чайника. Насос, выходной канал для свинца и матрица – все это вместе составляет словолитную машину.
При каждой словолитной машине разведен огонь, над ним – чугунный котелок, в котором блестит расплавленный гарт. Взявшись за рычаг и нажимая поршень, мастер то и дело гонит расплавленный гарт по узенькому канальцу в форму для литеры: здесь гарт моментально остывает.
Затем форма раскрывается, и отлитая литера падает вниз, на железную доску, на которой утверждена машина, откуда мастер подбирает ее и бросает в общую кучу. Отливка производится очень быстро, машинально; когда рычаг нажимают вниз, литера отлита; когда рычаг поднимут вверх, литера, еще не вполне остывшая, выбрасывается прочь. Только что отлитая литера бывает горяча, как раскаленный уголь.
Чтобы судить, с какою быстротою отливают литеры, заметим, что мастер, работая на словолитной машине в течение дня, отливает от 10 до 20 тысяч литер.
Отлитая и остывшая литера поступает в руки следующего рабочего, известного под именем ломщика. Ломщик отламывает от литеры лишний придаток свинца, неизбежный при отливке. Работа ломщика очень простая: сиди себе да отламывай нитевидные сосульки свинца. Ломщик в течение дня в состоянии перебрать от 17 до 30 тысяч литер.
После ломщика наступает очередь шлифовщика, который шлифует литеры, удаляя с них разные неровности, шероховатости и т. п. Представьте себе рабочего, сидящего возле каменной плиты. Плита лежит на столе. С левой стороны на столе навалена куча литер, которые предстоит отшлифовать. Взяв в руки первую попавшуюся литеру, шлифовщик трет ее о доску, перевертывает литеру на другую сторону и снова трет ее, пока она не отшлифуется окончательно. Все это он проделывает с такою быстротою и ловкостью, что вы едва успеваете следить за его работой. Видно только, как он правой рукой делает большие размахи по каменной плите, и слышно трение при шлифовке литеры о камень. Но зато вы совсем не заметите, как он перевертывает литеру с одной стороны на другую: это делается ловко, быстро, почти неуловимо, незаметно для зрения. Шлифовщик шлифует в день от 15 до 30 тысяч литер.
После шлифовщика литеры поступают к наборщику – для измерения литер: их набирают в верстатку, где они и стоят плотно друг к дружке. Теперь эту «свинцовую армию» надо выровнять, чтобы все литеры были одинаковой высоты. Этим делом занимается отделывальщик.
Заметим, что все литеры, несмотря на разнообразие шрифтов, имеют постоянную, раз навсегда установленную высоту: строчная ли буква, прописная ли – все равно, высота одинакова, именно полвершка длины. Равнение литер достигается скоблением и струганием их концов стальным рубанком. Обстругав целую верстатку литер, мастер вынимает из нее какую-нибудь литеру и пригоняет ее к типометру, то есть меряет высоту кегля, чтобы она была не выше и не ниже установленной нормы. После отделывальщика браковщик бракует некоторые неудавшиеся литеры.
Когда все это проделано, «свинцовая армия» готова: ее можно пустить в дело, то есть в типографский станок.
Литеры в набранном виде свертываются в пачки, для чего опять-таки требуется особый рабочий – упаковщик, который хорошо различает все шрифты друг от друга.
Таким образом, производство литеры проходит через руки рисовальщика, пунсонщика, юстировщика (который пунсоном выдавливает и выбивает на матрице букву и полученную таким способом углубленную в красной меди букву юстирует, то есть приводит ее плоскость в совершенно параллельное положение к верхней плоскости медной матрицы и самую глубину ее на совершенно определенную), плавильщика, словолитчика, ломщика, шлифовщика, наборщика, отделывальщика, браковщика и упаковщика. Рисовальщик нарисует литеру, пунсонщик выгравирует ее на штемпеле, юстировщик сделает матрицу, плавильщик приготовит типографский металл, словолитчик отольет, ломщик удалит все лишнее, шлифовщик отшлифует, наборщик наберет верстатку, отделывальщик выровняет, браковщик выкинет плохие литеры и наконец упаковщик запакует в пачки. Все они работают одновременно, безостановочно, и литера совершает поступательное движение вперед, пока не достигнет установленной нормы, образца.
Богатство каждой словолитни составляют пунсоны и матрицы.
Для французского шрифта требуется 96 матриц. Для русского —106 матриц, что видно из следующей таблицы:
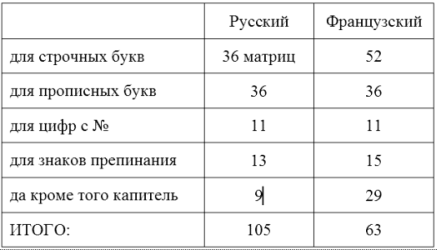
Если словолитня имеет, допустим, 100 разных шрифтов, то для этого необходимо по крайней мере 20 тысяч матриц, что составит довольно значительный капитал, потому что каждая матрица стоит приблизительно 1–2 руб.
Вместо ручной словолитной машины придумана паровая, которая заменила собою всех рабочих, необходимых для отливки литеры. В Англии в настоящее время существуют паровые словолитные машины трех различных систем – Фуше, Хенбурн и Кюстерман. Первая – изобретение француза, вторая – англичанина, третья – немца. Эти машины изготовляют шрифты совершенно готовыми при одном рабочем, который заменяет, следовательно, отливщика, ломщика, шлифовщика, наборщика и отделывальщика; бесконечною вереницею выходят из машины друг за дружкою совсем готовые литеры. Рабочий только подкладывает в котелок типографский металл.
Типографщики и словолитчики, сравнивая относительную величину каких-нибудь двух шрифтов, обращают внимание главным образом на высоту букв (кегль), ширина же букв может быть различная. Если типографщик говорит, например, что один шрифт вдвое крупнее, то это значит, что высота букв одного шрифта вдвое больше другого.
На этом основании все шрифты у типографщиков имеют свою определенную величину, меру. И расположены они по возрастающей степени, начиная с самого мелкого. Единицей меры у типографщиков служит пункт или точка, равная одной сорок восьмой квадрата, а 1 квадрат равен приблизительно 18 мм (7 линий).
Самый мелкий шрифт будет на кегль 3 и 4, нонпарель на кегль 6, то есть высота букв этого шрифта всего только 6 точек, едва видимых для глаза. Книги, напечатанные этим шрифтом, читать трудно, потому что он очень мелок: от сильного напряжения у читателя могут заболеть глаза. Этим шрифтом печатаются разве только примечания внизу страницы, под текстом, или справочные издания. Далее идет петит на кегль 8, то есть высота этого шрифта 8 точек, цицеро, обыкновенный книжный шрифт на кегль 11, и т. д.
Вообще шрифты по своей величине и очертаниям чрезвычайно разнообразны. В каждой типографии имеется книга, в которой отпечатаны образцы имеющихся шрифтов. Заказчик выбирает тот или другой шрифт, смотря по своему вкусу или надобности.
Вот названия некоторых шрифтов, употребляющихся в типографиях:
название величины шрифтов – нонпарель, петит, боргес, корпус, цицеро, терция;
название характера шрифтов – обыкновенный, плотный, эльзевир и т. д.
Затем идут косые, или наклонные, шрифты, в подражание письму, это – курсив: курсив нонпарель, курсив петит, курсив корпус и т. д.
Так называемые заглавные, или титульные, шрифты весьма разнообразны и зависят от изобретательности пуансонщика.
В России самым крупным шрифтом печатаются напрестольные Евангелия. Как известно, для печатания богослужебных книг в нашем отечестве употребляется церковнославянский шрифт, самый древний из шрифтов, переданный нам по наследству от седой старины. Церковнославянский шрифт, особенно тот, которым печатаются напрестольные Евангелия, окаменел, застыл на месте. Он чрезвычайно своеобразен, характерен и есть не что иное, как древнее уставное письмо.
Шрифт напрестольного Евангелия достигает чудовищного размера, именно кегля № 40. Такую печать можно читать, стоя на расстоянии нескольких сажен от нее…
Что касается цены шрифтов, то она бывает разная, смотря по величине шрифта: мелкий шрифт ценится дороже, крупный – дешевле.
Самый мельчайший шрифт, так называемый диамантовый, продается на фунты, а прочие – на пуды. В 1 фунте диамантового шрифта насчитывается от 800 до 1000 литер, и стоит он 5 рублей за 1 фунт. Нонпарель продается по 52 рубля за 1 пуд: в нем 25 тысяч литер. Петит – 23 рубля за 1 пуд: в нем 20 тысяч литер.
Цицеро —17 рублей за 1 пуд, самый дешевый шрифт, в нем только 8 тысяч литер. Цены на прочие шрифты не выходят из указанных пределов. И наконец так называемые материалы для печати: квадраты, полуквадраты, бабашки для пробелов, шпации, шпоны и т. п., – продаются от 10 до 20 рублей за 1 пуд.
Любопытно, что словолитчикам и типографам в своей практике пришлось наткнуться на некоторые фонетические особенности русского языка.
Спросите записного знатока грамматики, какой наиболее употребительный звук в русской речи, и он станет в тупик.
Многолетняя практика наших типографов показывает, что наиболее употребительные звуки в русской речи следующие: гласные – а, о, и, е; согласные – н, с, т, р; это всякий наборщик знает. Эти литеры лежат в шрифт-кассе ближе к руке наборщика как наиболее ходовые.
Сообразно этому закону и словолитчик отливает одних литер больше, других – меньше, так что в каждой словолитной мастерской имеется буквенная таблица, показывающая, в какой пропорции следует отливать литеры букв.
Например, для шрифта № 10 (корпус) на 10 пудов словолитчик отливает:
а – 8000 литер,
в, с, ъ, ы – по 4000 литер,
о – 7500 литер,
р – 3500 литер,
е – 5500 литер,
к, л – по 3000 литер,
н, и, т – по 5000 литер,
д, у – по 2500 литер.
Затем остальные буквы отливаются от 1000 до 2000 каждая, за исключением ф, э, которых отливают от 100 до 500 литер каждую.
Если все эти литеры сосчитать, то на 10 пудов корпуса получится 105 тысяч литер, кои и представляют собою, так сказать, батальон «свинцовой армии».
Что касается до размера производства литер, то он зависит от размера деятельности самой словолитни, от ее материальных средств и т. п. Обыкновенно одна словолитня поставляет шрифты на несколько типографий и даже в разные города. В Петербурге, например, одна из самых больших словолитен при 150 рабочих (словолитня Лемана) имеет 30 словолитных машин ручных и 12 – паровых. Все эти машины вырабатывают свыше 500 литер ежедневно.
Из словолитной мастерской шрифт поступает в типографию. В каждой большой типографии имеется от одной до трех тысяч пудов и более шрифта.
Какую работу может сделать шрифт? Сколько оттисков он может вынести? И куда девается шрифт?
Чем литеры крупнее, тем шрифт устойчивее. Можно допустить, что шрифт выносит в среднем 500 тысяч оттисков, после чего он сбивается, становится негодным и снова поступает в словолитню, где его покупают уже как типографский металл (гарт) по 3–4 рубля за один пуд.
Большой шаг вперед в области типографского искусства представляет изобретение стереотипии. Она изобретена в Шотландии Вильямом Гедом в 1729 году. Вильям Гед, золотых дел мастер в городе Эдинбурге, не раз слыхал, сколько трудов и хлопот стоило переиздание книг. Как известно, Библия, некоторые классические писатели, учебники и другие книги выдерживают по несколько изданий. Коль скоро издание разошлось, надо приступать к новому, опять набирать текст книги, платить за это наборщикам, корректорам и т. д.
Чтобы сократить работу для переиздания книг, Гед додумался до способа делать копию с набора. Он отправился в Лондон и вступил там в компанию со словолитчиком Джемсом. Гед сделал на пробу стереотипные доски посредством гипсовой массы и оттиснул их на бумаге. Кембриджский университет выдал ему привилегию на печатание Библий и молитвенников. В 1739 году было напечатано первое стереотипное издание Саллюстия в 12-ю долю, петитом.
Первая стереотипная типография в России учреждена русским библейским обществом в 1814 году и первой книгой, отпечатанной стереотипом, был Новый Завет.
Стереотипией называется искусство получать точную копию с набора. Это делается так. Когда текст набран, то на набор кладут влажный картон, склеенный из нескольких, числом до 10, листов тонкой бумаги, и затем особой щеткой начинают бить по этому бумажному картону сверху, вследствие чего он плотно прильнет к набору, на нем получатся все выпуклости набора – до мельчайших подробностей. Каждая литера набора вдавлена в картон; этот картон, называемый стереотипной матрицей, нагревают вместе с набором под прессом, вследствие чего они (матрицы) получают требуемую прочность для отливки стереотипа в особо устроенной для этого форме; полученная таким способом стереотипная доска будет точнейшей копией набора, вполне заменяющей последнюю при печатании.
Если копию (стереотип) поставить рядом с оригиналом (набор), то нельзя будет отличить одно от другого.
Разница та, что стереотип представляет сплошную металлическую доску, а набор составлен из отдельных литер. Но если эту металлическую доску разрезать по буквам, то получатся те же литеры.
Какая же польза от стереотипии? Польза громадная. Она дает возможность: 1) сберегать шрифт, 2) выпускать в свет собственно стереотипные издания и наконец 3) готовить цилиндрические стереотипы, имеющие большое применение в газетном деле.
Чтобы сохранить шрифт от порчи, набор текста заменяют стереотипом, который если и собьется, то его можно будет снова перелить и пустить в дело. Стереотипные доски дают от 70 до 100 тысяч чистых оттисков…
В каждой большой типографии имеется так называемое стереотипное отделение, где изготовляют стереотипные доски.
В стереотипном отделении в углу стоит плавильная печь. Когда с набора снимут стереотипную матрицу, то есть копию, то ее переворачивают и кладут в особый металлический футляр, который открыт с боковой стороны. Затем рабочий наливает из котла железной ложкой расплавленный типографский металл в футляр, прямо на стереотипную матрицу.
Лишь только расплавленный типографский металл выльют таким образом, он мгновенно застынет, заполнив при этом все мельчайшие углубления.
По напечатании стереотипного издания нет надобности сохранять набор текста, а также и металлические доски: набор можно уничтожить, то есть разобрать по шрифт-кассам, а металлические доски пустить в дело, то есть положить их в плавильный котел для отливки других досок. Важно только, чтобы целы были стереотипные матрицы; их сохранять гораздо легче, чем набор текста всей книги или металлические доски. Да к тому же это было бы невыгодно и для типографии: набор или доски, когда они стоят в бездействии в ожидании следующего издания, представляют для типографа мертвый капитал.
Совсем иное дело, когда вместо набора сохраняется его копия – в виде стереотипных матриц. Если издание разошлось, тотчас же с них можно отлить новые стереотипные доски – и печатай сколько угодно. Теперь уже не надо платить деньги за набор текста, за корректуру и т. д. Вот почему стереотипные издания обходятся несравненно дешевле прочих. Если в стереотипном издании прокралась какая-нибудь ошибка, опечатка, то она будет повторяться во всех следующих изданиях, и ее не вырубишь оттуда, как говорится, топором. Приступая к выпуску стереотипного издания какого-нибудь сочинения, тщательно сверяют его корректуру.
Третья выгода от изобретения стереотипии – это возможность применить к тиснению цилиндрический вал. Представьте себе, что стереотипная металлическая доска отлита не в форме плоскости, а в форме цилиндрической поверхности.
Если взять несколько таких полуцилиндрических стереотипов, насадить на цилиндрический вал и при помощи парового двигателя заставить этот цилиндрический вал вращаться около своей оси, то тиснение будет происходить с большой скоростью: стоит только пропустить бесконечный лист бумаги.
До изобретения стереотипии тиснение производилось набором, лежащим в плоскости, как было пояснено выше, на талере; но этот последний нельзя было заставить двигаться с такою же скоростью, с какою может крутиться цилиндр на своей оси. Тиснение досками происходит с перерывами для каждого печатного листа, тогда как тиснение цилиндром происходит непрерывно, безостановочно.
Быстрое развитие книгопечатного дела вызвало к жизни некоторые другие отрасли производства, которые тесно связаны с типографским искусством.
Литеры отливают в словолитных мастерских, а типографскую краску изготовляют на «красочных» заводах; существуют специальные заводы типографской краски. Как известно, типографская краска приготовляется из сажи, льняного масла и канифоли (гарпиуса). Канифоль прибавляют для клейкости краски, чтобы она плотно прилипала к бумаге.
От типографской краски требуются способность противостоять вредным, разрушительным влияниям времени и совершенно черный цвет для удобства чтения.
Вообще же пропорцию составных красочных элементов заводчики сохраняют в величайшей тайне. В специальных технических руководствах предлагается следующий рецепт для приготовления типографской краски: 12 весовых частей льняного масла, 6 – канифоли, 1 – мыла, 7 – сажи, 1/3– берлинской лазури.
Эта норма для типографской краски, так сказать, академическая: от нее всегда бывают отклонения, смотря по качеству и сорту краски.
Завод типографской краски имеет четыре отделения: 1) сажекоптильное, 2) масловарное, 3) составное и 4) краскотерочное.
Есть заводы, которые исключительно занимаются копчением сажи. Коптить сажу – дело весьма простое. Затопить печку, дать ей остыть, и сажа готова; надо только соскрести ее с трубы. На сажекоптильных заводах это дело поставлено на широкую ногу и вполне целесообразно: там при сгорании разных горючих веществ вся сажа утилизуется и не пропадает зря.
Вообразите себе громадное, трех– или четырехэтажное каменное здание с высокой закопченной трубой. Внизу, в первом этаже, большая печь, куда кочегар то и дело подбрасывает смолу, нефтяные отбросы и тому подобные горючие материалы. Дым из печи идет в многочисленные камеры, расположенные зигзагами, одна за другой. И так как камеры расположены в несколько параллельных рядов, то дым сделает поначалу в первом этаже несколько концов и потом проходит в следующий этаж. Там он также начинает странствовать по камерам и, не находя себе выхода, подымается в следующий, где наконец, обойдя все камеры, выходит наружу. Но это почти уже не дым, а один только жар, тепло: вся сажа осела на стенах многочисленных камер. Дым в этом коптильном лабиринте сделал по крайней мере версту, прежде чем выбраться на волю.
В коптильных камерах по стенам понавешаны холщовые мешки – для сбора сажи. Коптильня работает и денно и нощно, в продолжение недели, потом ей дают остыть, и затем туда входят рабочие со щетками в руках и принимаются сметать сажу со стен камеры в мешки.
От 40 пудов газовой смолы получается приблизительно около четырех пудов сажи, от 10 пудов бересты – один пуд сажи.
Хотя в обыденной жизни сажу и называют черною, но в больших массах она имеет сероватый цвет, переходящий в рыжеватый тон.
В типографском деле, особенно для иллюстраций и рисунков, требуется краска безусловно черная, блестящая, как вороново крыло. Для такой краски эта сажа не годится: к ней прибавляют в этих случаях особый высший сорт сажи, приготовляемый из ламповой копоти.
Ламповую копоть получают при неполном сгорании в лампе разных растительных масел, скипидара, керосина, а также и ворвани (китового жира). Копоть из ворвани – самая дорогая и продается по 200 руб. за один пуд.
Техника производства типографской краски довольно проста.
В масловарном отделении варят льняное масло, куда прибавляют несколько канифоли. Составление краски производят так. В большие чаны, наполненные сажей, наливают по пропорции вареного льняного масла, и затем рабочие мешают эту массу большими деревянными веслами. Красочный состав готов, но он еще не перетерт. Типографская краска перетирается краскотерочными машинами, приводимыми в движение паром. Хорошо протертая типографская краска имеет на вид черную, тягучую, тестообразную консистенцию: при переливании она тянется сперва в нитку, а потом в волосок, точно патока.
Каждая скоропечатная машина пожирает по 7 пудов типографской краски в месяц (10–12 фунтов в день).
На каждый завод типографской краски в среднем приходится 4–5 тысяч пудов производства продукции в год.
Цены на типографскую краску весьма разнообразны, смотря по тому, для чего краска требуется: для газет, книг, иллюстраций и т. п.
Самая дешевая типографская краска – для афиш – продается по 7 руб. за пуд. Далее идут:
a) газетные: № 1–7 руб. за пуд; № 2–9 руб. за пуд; № 3 – 11 руб. за пуд;
b) книжные: № 4 – 12 руб. за пуд; № 5 – 14 руб. за пуд; № 6 – 16 руб. за пуд;
c) акцидентная: от 18–20 руб. за пуд;
d) иллюстрированные обыкновенные № 9—14 от 25–60 руб. за пуд.
Затем идут роскошные иллюстрационные краски, которые, по причине их дороговизны, продают на фунты, именно: № 15–18 от 2 до 5 рублей за фунт.
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКЧитайте также
Открытие книгопечатания[80]
Открытие книгопечатания[80] С открытием к 1450 г. книгопечатания начинается быстрый и неуклонный рост человеческого сознания. Книгопечатание явилось тем могучим орудием, которое сохранило мысль личности, увеличило ее силу в сотни раз и позволило в конце концов сломить
Открытие книгопечатания
Открытие книгопечатания Текст печатается по книге: Вернадский В. И. Труды по всеобщей истории науки. М.: Наука, 1988.С. 181. Будучи профессором Московского государственного университета, В. И.Вернадский в 1902–1903 гг. прочитал 12 лекций из курса «Очерки по истории современного
Глава 1 Развитие уверенности в себе
Глава 1 Развитие уверенности в себе Это был последний матч неудачного сезона хоккейной команды школы Салема, где я учился в выпускном классе. Мы выиграли первые три матча, но затем потерпели шесть поражений подряд, причем пять из них — с разницей в одну шайбу. В последнем
Глава 20 Развитие услуг
Глава 20 Развитие услуг Почти все вопросы в GE сводятся к людям. Это в очередной раз подтвердилось, когда мы начали развивать направление услуг и техобслуживания.За исключением медицинского подразделения, большинство сотрудников GE, участвовавших в производстве техники,
Глава 6 Религиозное развитие
Глава 6 Религиозное развитие Причиной неудачи, которую потерпел Кафка в поисках выхода из создавшегося положения, была его болезнь, которая, возникнув как его душевный кризис или, по крайней мере, пагубно взращенная им, превратилась в зло, получившее независимое,
Глава 10 Отрицательные последствия реформы по ликвидации машинно-тракторных станций и принудительной продажи сельскохозяйственной техники колхозам
Глава 10 Отрицательные последствия реформы по ликвидации машинно-тракторных станций и принудительной продажи сельскохозяйственной техники колхозам Те же нетерпеливые требования «быстрейшего подъема» привели к крупным неудачам в осуществлении одной из наиболее
Глава 3. Социальное развитие и культура.
Глава 3. Социальное развитие и культура. 19. Советское государство способствует усилению социального неравенства между партийно-бюрократической элитой и населением, нивелировке последнего по барачно-казарменно-коммунальному образцу; стирание различий между городом и
Глава III. Развитие телеграфа
Глава III. Развитие телеграфа Морзе безуспешно предлагает своп телеграф правительству. – Телеграф переходит в частные руки. – Первые пионеры телеграфа. – Торжество Морзе. – Всемирное признание его заслуг. – Джереми Сибли упорядочивает телеграфное дело и создает
Глава II. Распространение книгопечатания в Европе
Глава II. Распространение книгопечатания в Европе Успехи книгопечатания. – Быстрое распространение книгопечатания в Европе. – Хронология появления книгопечатания в разных государствах. – Богатства европейской культуры того времени. – Газета. – Возникновение
Глава 13 Африка: вооружение или развитие
Глава 13 Африка: вооружение или развитие Что станет определяющим фактором в будущем Африки — оружие и взяточничество или мирное развитие и добросовестное управление? На этом огромном континенте встречается рост благосостояния и ужасная нищета, ответственные
ГЛАВА III ЕФИМ ЧЕРЕПАНОВ НАЧИНАЕТ БОРЬБУ ЗА ВВЕДЕНИЕ НОВОЙ ТЕХНИКИ
ГЛАВА III ЕФИМ ЧЕРЕПАНОВ НАЧИНАЕТ БОРЬБУ ЗА ВВЕДЕНИЕ НОВОЙ ТЕХНИКИ «Так что я должен всевозможные труды и силы на то устремить, коим бы образом огонь слугою к машинам склонить. И хотя правда, что новых и полезных дел начинателям не всегда вдруг делается удача, однако